Close


Prototype Factory vi offre un servizio di prototipazione rapida e stampa 3D :
Realizzate i prototipi dei vostri progetti in tempi brevi e a costi contenuti in un ambiente giovane, dinamico e professionale.
E’ possibile effettuare la produzione di modelli 3D con varie tecniche di prototipazione rapida, come FDM , SLS, 3DLP, ecc.. , su una vasta serie di materiali e colorazioni.
Inoltre, dato il volume sempre crescente di produzioni eseguite, siamo in grado di ottenere prezzi bassissimi anche sulle produzioni professionali di stampa 3D a polveri multicolore, al massimo livello di definizione attualmente disponibile sul mercato.
MATERIALI PER STAMPA 3D

I materiali disponibili in sede per la stampa 3D dei vostri prototipi sono sempre in aggiornamento costante !
Tutti i colori, i nuovi materiali e le nuove mescole multi-materiale che il settore della stampa 3D propone sono a vostra disposizione :
L’ABS (acrilonitrile-butadiene-stirene) è un comune polimero termoplastico utilizzato per creare oggetti leggeri e rigidi come tubi, strumenti musicali, particolari automobilistici, e giocattoli come i famosi mattoncini della LEGO, oltre che come contenitore per assemblaggi di componenti elettrici ed elettronici.
L’ABS trova grande applicazione nella realizzazione di prodotti mediante l’utilizzo di macchine di prototipazione rapida che utilizzano tecniche produttive quali la FDM (Fused Deposition Modeling).
Il Polilattato (o Polilattide o Acido Polilattato) è un nuovo polimero di grandissimo interesse, e con basso impatto ambientale, principalmente perchè :
E’ 100% compostabile e premette uno smaltimento completo e senza residui
Deriva da una risorsa naturale annualmente rinnovabile : il mais
Riduce le emissioni di gas ad effetto serra, grazie al processo di lavorazione eco-compatibile ed alla combustione non inquinante.
E’ biodegradabile e degrada rapidamente !
Ha una trasparenza molto elevata e una ottima termoformabilità, perfetto per una prototipazione eco-sostenibile con ottime proprietà fisiche e meccaniche.
Questo rivoluzionario materiale, è infatti in grado di condurre l’elettricità.
ALFAOHM è il materiale perfetto per la realizzazione di componenti che necessitano di condurre l’elettricità e può essere stampato semplicemente con ogni stampante 3D.
Caratterizzato da una resistività di circa 15 ohm/cm lungo i layer e 20 ohm/cm perpendicolarmente agli strati, AlfaOhm è completamente atossico ed inodore fino alle alte temperature.
ATTENZIONE: AlfaOhm è un filamento caricato, si consiglia quindi di pulire l’estrusore dopo l’uso per evitare intasamenti con altri materiali.
E’ consigliato usare HIPS o ABS al fine di espellere qualsiasi residuo di filamento.
Il Nylon (“nylon 6.6” comunemente detto nylon) è un insieme di fibre poliammidiche di composizione analoga ad alcune proteine che può essere ridotta in fibre, fogli ed altre forme caratteristiche, le quali dopo lo stiramento acquistano flessibilità, elasticità ed elevata resistenza.
Viene molto usata per costumi da bagno, abbigliamento sportivo e intimo, borsetteria, fodere e contenitori.
Garantisce ottimi risultati per particolari meccanici con la stampa 3D rispetto alle plastiche tradizionali : minore attrito e bassa fragilità
Il PET (polietilene tereftalato) fa parte della famiglia dei poliesteri, ed è una resina termoplastica adatta al contatto alimentare.
Viene utilizzato anche per le sue proprietà elettriche, resistenza chimica, prestazioni alle alte temperature, autoestinguenza, rapidità di stampaggio ecc..
Esempi di applicazioni sono: pellicole, tubi, bottiglie, contenitori, etichette, pelli per batteria ed etichette
Il PET viene utilizzato principalmente per costruire contenitori per bevande e alimenti.
Ottimo materiale per la prototipazione di stampi ad uso alimentare, come stampi per pasticceria, torte, decorazioni in cioccolato, ecc..
NinjaFlex, un filamento flessibile per stampanti 3D, è un elastomero termoplastico (TPE) appositamente formulato, che produce stampe flessibili con proprietà elastiche.
Secondo il suo fornitore, Fenner Drives, NinjaFlex consente di creare parti stampate pulite e di alta qualità grazie alla flessibilità ed un avanzamento liscio davvero unico.
NinjaFlex è adatto, per la FDM (Fused Deposition Modeling), stampanti 3D che utilizzano PLA o ABS di 1,75 millimetri o di 3 millimetri.
Un filamento per la stampa 3D additivato con Graphene Plus, per offrire ottime prestazioni meccaniche ed estetiche.
Il GRAFYLON® 3d è adatto alle più diffuse stampanti in commercio ed è completamente atossico e inodore fino ad alte temperature.
Un filamento speciale dalle eccezionali caratteristiche fisiche di resistenza meccanica e conducibilità termica, associate ad una finitura superficiale altamente definita con una semplicità di stampa impagabile.
Rispetto ad un PLA tradizionale GRAFYLON® 3d è in grado di offrire:
Modulo elastico: + 34%
Resistenza alla trazione: + 23%
Capacita’ allungamento: + 28%
Conducibilità termica: +100% (da 0,1915 a 0,385 w/mk)
La conducibilità termica si traduce in riduzione dei tempi di stampa e miglior definizione anche in oggetti di piccole dimensioni.
GRAFYLON® 3d è consigliato per prototipi complessi e dall’elevato impatto estetico.
PVA (alcool polivinilico) è un materiale di supporto solubile in acqua per la stampa 3D multi-estrusione.
Avendo una buona stabilità termica, il PVA è ideale per la stampa di modelli complessi che richiedono supporti per le grandi sporgenze, cavità interne profonde, e geometrie complesse.
Progettato per una perfetta esperienza di stampa 3D, il PVA offre una buona adesione sia con il PLA che con il Nylon :
Con questo materiale rivoluzionario potrai stampare oggetti che odorano e sembrano legno! Il Laywood e’ composto al 40% da legno riciclato, insieme ad un polimero legante.
Questa composizione permette al filamento di essere stampato come qualsiasi filamento termoplastico come PLA ed ABS. Il Laywood e’ progettato per stampanti 3D basate sulla tecnologia FDM.
Il Laywood puo’ essere stampato tra i 175 e i 250 gradi. Dopo la stampa, il tuo oggetto sembrera’ legno, ed odorerà come tale!
A seconda della temperatura a cui stamperai il Laywood, questo avra’ diverse tonalità di marrone.
A 180 gradi si avra’ un colore chiaro,dove a 245 gradi sembrerà legno scuro
Il Laybrick è un nuovo filamento per stampa 3D che dà un effetto “pietra” brevettato in Germania.
Con Laybrickè ora possibile stampare oggetti simili alla pietra arenaria.
Gli oggetti stampati col filamento Laybrick possono facilmente essere dipinti e carteggiati. Laybrick è una miscela di gesso e polimeri.
Il risultato di questa combinazione è un filamento dall’aspetto di una pietra, sabbia, che rende questo filamento estremamente adatto per i modelli di architettura e paesaggi.

La scelta del programma di modellazione da usare dipende molto spesso dall’oggetto che si vuole realizzare e dalle particolari abilità dell’utente nell’ambito della modellazione.
Attualmente sul mercato ci sono moltissimi programmi di modellazione, alcuni a pagamento, altri gratuiti ed opensurce e la scelta può risultare difficile, vista la grande offerta. In generale, chi ha competenze nell’ambito dell’architettura e del design, tende ad usare AutoCAD, Rhinoceros, 3D Studio Max.
SolidWorks, Pro/E, Catia, Inventor e Solid Edge invece, sono usati prevalentemente nell’ingegneria meccanica. Chi si occupa di modellazione 3D orientata alle animazioni conoscerà sicuramente Maya e Blender.
Se dovessimo consigliare dei software a chi parte da zero all’interno di questa guida alla modellazione, vi proporremmo di partire con Tinkercad, SketchUp o 123D di Autodesk che, oltre ad essere gratuiti, sono anche abbastanza intuitivi e consentono di ottenere modelli 3D di discreta qualità. Ma questo sta a voi …
Se non avete voglia o se non siete in grado di modellare correttamente il vostro progetto, non vi preoccupate … ci possiamo pensare noi.
I nostri costi sono equi e contenuti… contattateci e vediamo di fare il possibile senza spendere troppo.
Siamo in grado di rimodellare in 3D qualsiasi oggetto, e possiamo anche rendervelo parametrico … adatto a software CAD 3D.
Naturalmente più è complesso, più tempo serve ..
Per capire come il tuo lavoro può essere realizzato e per indicazioni su come prepararlo al meglio per la stampa 3D, segui queste semplici indicazioni
Leggi ogni punto della guida, e se vuoi, mandaci le tue considerazioni e i tuoi suggerimenti, li includeremo sicuramente.
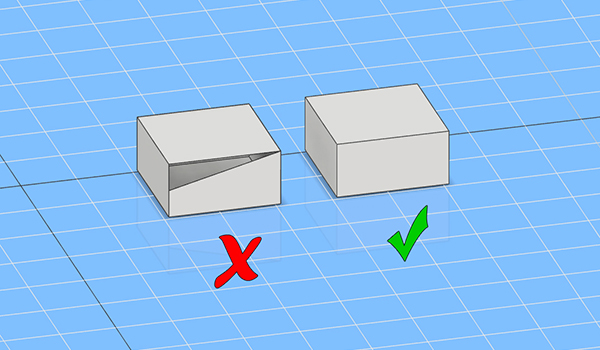
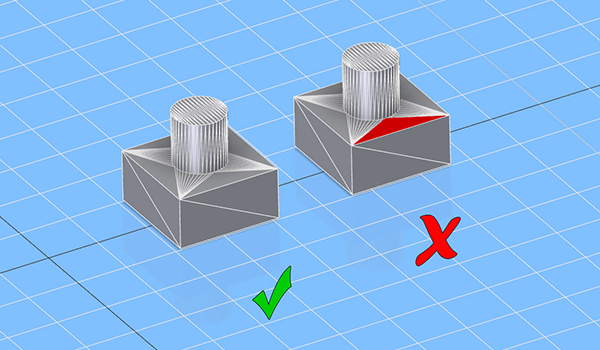
CONTROLLA CHE IL MODELLO NON PRESENTI APERTURE O “STRAPPI” SULLA SUPERFICE
Per essere stampabile, un modello deve essere a “tenuta stagna” (watertight). In parole povere, un modello 3D deve essere un solido completamente chiuso e non devono esserci aperture tra le superfici adiacenti.
La stampante infatti non po’ stampare spessori pari a zero o finti solidi composti da superfici accostate.
Ciò che può andare bene per un rendering di un oggetto, non è detto che lo sia altrettanto per la stampa 3D.
Inoltre è meglio che il modello sia “pieno”, a meno di particolari esigenze o di cavità effettivamente presenti : sarà la stampante 3D a gestire la percentuale di riempimento del modello, che potrà essere impostata in modo da risparmiare sia sui tempi di stampa che sulla quantità di materiale utilizzato, riducendo i costi del modello finito.
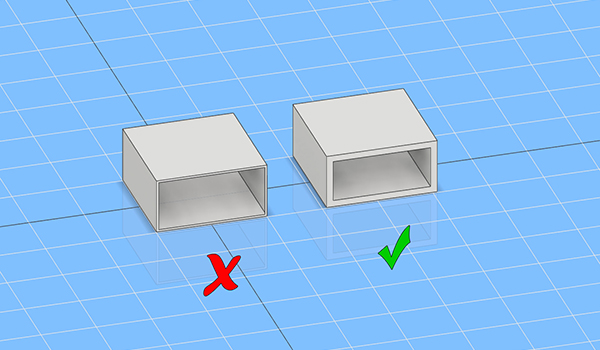
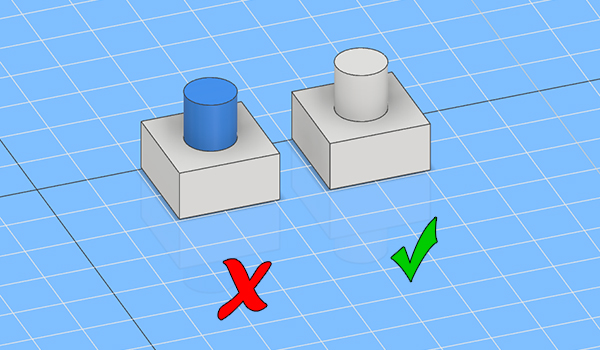
CONTROLLA CHE IL MODELLO NON ABBIA PARETI TROPPO SOTTILI
Un’altra cosa da considerare è lo spessore delle pareti del modello.
Ogni superficie di un modello 3D deve avere uno spessore minimo in base alla tecnologia utilizzata.
Per esempio, con la tecnologia FDM, lo spessore minimo sarà la dimensione dell’estrusore (0.4 mm) o meglio un suo multiplo, per poter ottenere un oggetto abbastanza robusto da essere maneggiato o da cui poter rimuovere il materiale di supporto senza danneggiarlo.
Inoltre bisogna ricordare che se una forma sottile collega ad esempio una parte più grande e più pesante, questa si può rompere durante o al termine della stampa 3D, per il semplice effetto della gravità.
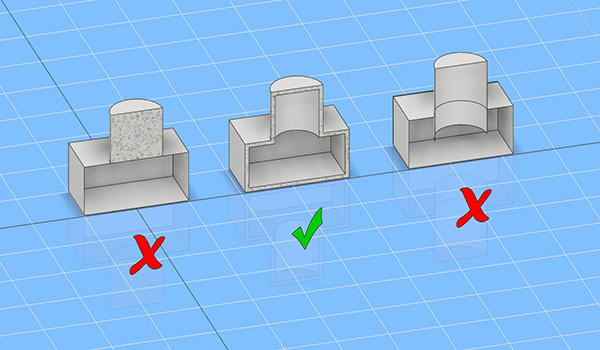
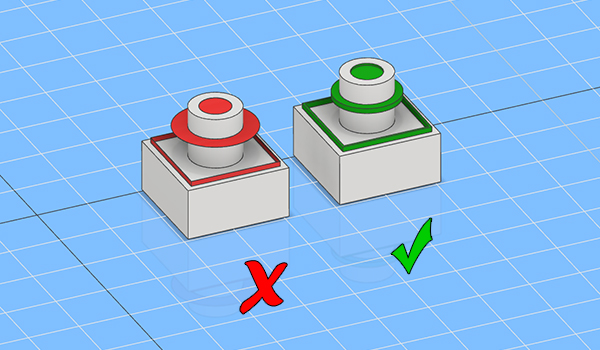
CONTROLLA CHE IL MODELLO NON PRESENTI SUPERFICI SOVRAPPOSTE
Altro elemento importante da verificare sono le auto-intersezioni cioè le sovrapposizioni tra volumi e superfici.
Occorre cercare di eliminare le parti sovrapposte di un modello, utilizzando operazioni di unione di solidi e superfici perchè la stampante 3D non è in grado di gestirle.
Questo succede soprattutto quando si modella utilizzando superfici che vengono successivamente unite per formare il solido finito.
Oppure quando si apportano modifiche ad un solido esistente, aggiungendo parti o dettagli che poi non vengono “unite” correttamente, ottenendo così un modello che, ad esempio, ha sia parti solide che superfici nella stessa geometria.
ASSICURATI CHE IL MODELLO SIA UNITO IN UN CORPO UNICO
Un’ altro problema è quella dei modelli raggruppati, cioè file STL singoli che in realtà sono composti da diversi oggetti 3D separati, errore comune nell’ esportazione che può compromettere il buon esito di una stampa 3D.
Quando la progettazione di un modello 3D prevede la costruzione di più parti che devono essere unite tra loro con o senza gioco (ad esempio reti, maglie, solidi con altri solidi all’ interno, ecc…), è necessario generare un modello unico prima di esportare il file per la stampa 3D.
Anche se i componenti sono separati, è necessario eseguire un comando di unione tra tutte le parti (ad esempio un’ operazione operazione booleana di unione su 3DSMax) dell’oggetto.
CONTROLLA L’ ORIENTAMENTO DEI TRIANGOLI DELLA MESH (NORMALI)
Una volta esportato il modello nel formato STL per la stampa 3D, occorre verificare che sia composto da solidi “mainfold” ovvero costituiti da una superficie esterna unica priva di aperture (della mesh).
Tranquilli … se il modello è stato fatto come si deve, questi problemi di solito non si presentano, giusto per capire un po’ di più.
E’ fondamentale che le superfici del modello 3D abbiano le “normali” (le perpendicolari alle facce) orientate nella giusta direzione. Se dovessero essere invertite, l’oggetto non può essere stampato in quanto il software di elaborazione non riesce a determinare il dentro ed il fuori del modello.
Ogni singolo triangolo prevede un orientamento ben preciso e generalmente questa operazione viene gestita direttamente dal software CAD durante la conversione del formato STL.
L’errore più comune si ha quando si cerca di correggere un modello esistente aggiungendo o togliendo dettagli, curvature, raccordi tra le facce, superfici, fori, ecc.. direttamente sulla mesh, magari perchè non si ha il modello di partenza.
Se non lo fate bene … non sarà mai stampabile in 3D !
Il file che ci consegni deve essere eseguito da un programma di disegno vettoriale (Autocad, Rhinoceros, Think Design, Illustrator, Inkscape, Corel Draw ecc..)
Il formato del file deve essere preferibilmente DXF per evitare qualsiasi problema di conversione. E’ comunque possibile inviarci anche file DWG, PDF, Ai o file originali delle applicazioni utilizzate per realizzare il disegno, verrà convertito da noi
Il disegno deve essere sempre in millimetri e in scala 1 : 1, ovvero in scala reale, quindi 1 unità corrisponde a 1 millimetro
Lo spessore delle linee deve essere sempre impostato al minimo : Rhino hairline/linea sottile, llustrator 0,001 pt, Autocad spessore minimo
Verifica che sia tutto bidimensionale : il disegno deve essere eseguito nel piano X-Y in caso di utilizzo di software tridimensionali (asse Z sempre a 0)
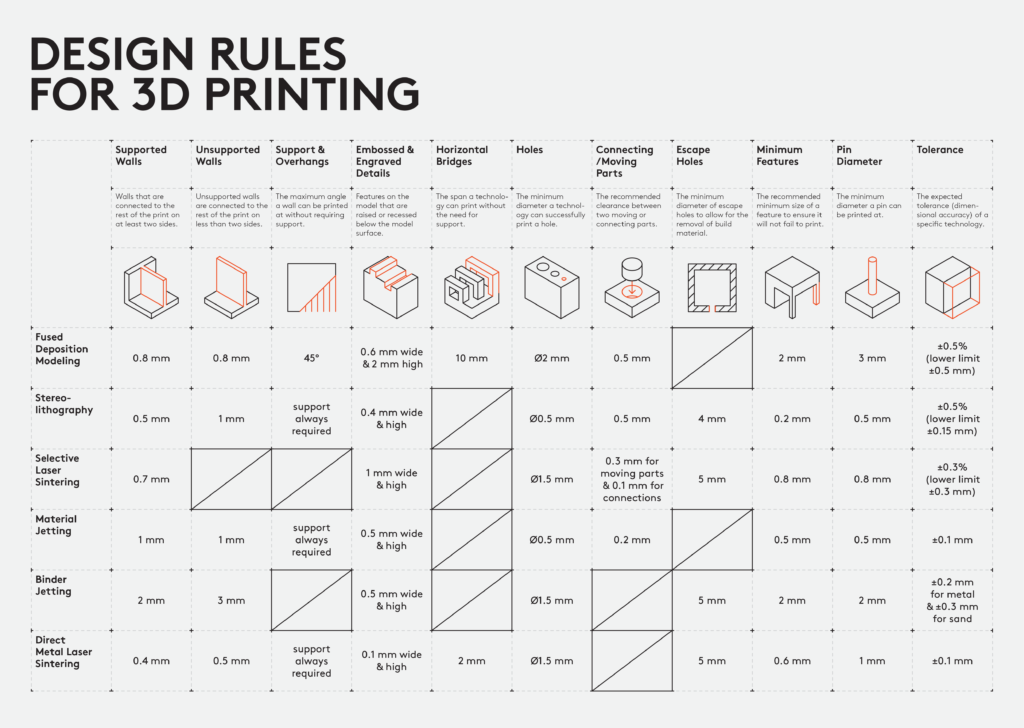
Potete anche dare un’occhiata alla tabella qui a fianco, dove sono riportate (in generale) le tolleranze e le dimensioni minime delle varie caratteristiche di un modello da realizzare mediante stampa 3D con l’utilizzo di diverse tecnologie.
Sono riportate diverse tipologie di stampa 3D, ognuna con le proprie peculiarità o limitazioni, in modo da comprendere meglio anche quale soluzione è più adatta alle vostre esigenze.
Ora che hai le idee un po’ più chiare su come il tuo lavoro deve essere preparato per la stampa 3D, se vuoi puoi chiederci un rapido preventivo da qui, oppure passa direttamente a trovarci !
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}